Standzeit von Schneidwerkzeug erhöhen
Sie möchten die Standzeiten Ihrer Werkzeuge erhöhen? Mit einer Schneidkantenpräparation ist genau das möglich! Durch definiert verrundete Schneidkanten können sowohl bei Zerspanungswerkzeugen als auch bei Präge- und Stanzwerkzeugen die Standzeiten erheblich erhöht werden. Bei Zerpsanungswerkzeugen kann darüber hinaus mit höheren Schnittgeschwindigkeiten und Vorschüben gearbeitet werden.
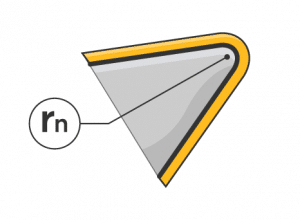
Schneidkanten weisen nach dem Erodieren oder Schleifen in der Regel viele Mikrodefekte auf. Beispiele sind eine hohe Schneidkantenschartigkeit, kleine Mikroausbrüche oder hohe Rauheitswerte nahe der Schneidkante. Diese Probleme führen zu unstabilen Schnitten und hohem Werkzeugverschleiß. Durch eine Schneidkantenpräparation mit einer definierten Kantenverrundung können diese Probleme reduziert werden. Insbesondere folgende Aspekte werden dabei verbessert:
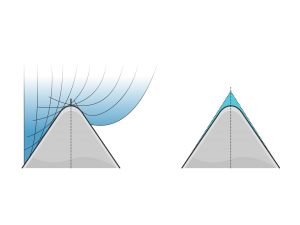
Vorher | Nachher | |
| 1. Geringere Schartigkeit Die Schneidkantenschartigkeit wird reduziert. Dadurch laufen die eingesetzten Werkzeuge ruhiger und schwingen weniger stark auf.
| 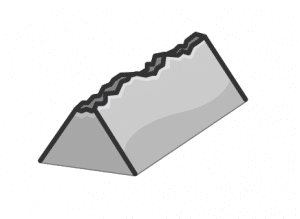 | 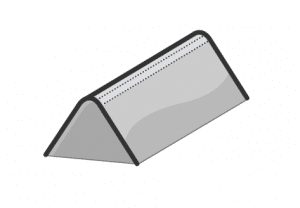 |
| 2. Erhöhte Stabilität Die Schneidkatenstabilität wird erhöht. Unerwartet auftretender Verschleiß durch Kantenausbrüche und Mikroausbrüche wird reduziert. Dadurch verschleißen die Schneidkanten langsamer und wesentlich gleichmäßiger.
| 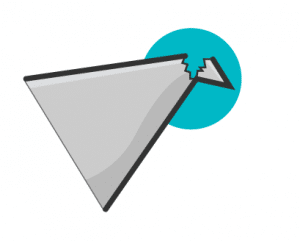 | 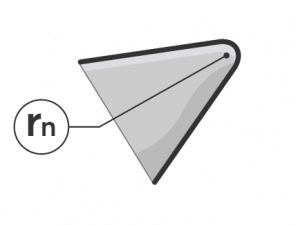 |
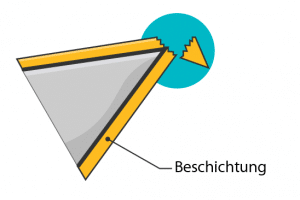
| 3. Bessere Beschichtbarkeit An verrundeten Schneidkanten wird das Problem der Kantenflucht bei der Beschichtung reduziert. Durch die Verrundung kann eine Beschichtung mit einer durchgehend gleichmäßigen Schichtdicke gewährleistet werden. Zudem bricht die Beschichtung weniger häufig aus und die Schicht ist langlebiger.
|  |  |
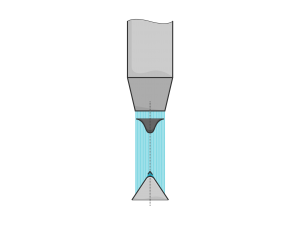
4. Verringerung der Oberflächenrauheit: Je glatter die Oberflächen, desto besser der Spanfluss und geringer der Rückstau auf den Schneidkanten. Dies führt zu einem deutlich reduzierten Druck auf der Schneidkante und besserem Abtransportieren der Späne. Durch die glatte Oberfläche setzen sich auch keine Ablagerungen des bearbeiteten Materials auf der Spanfläche des Werkzeuges fest. Die Gefahr des Verschweißens mit dem zu bearbeitenden Werkstoff (Aufbauschneiden) wird gemindert.
Diese Verbesserungen resultieren in verlängerten Standzeiten sowie der Möglichkeit schnellerer Schnittgeschwindigkeiten und Vorschübe.
Unterschiedliche Verfahren geeignet
Für eine optimale Schneidkantenverrundung und beste Ergebnisse an den Schneidkanten, muss das verwendete Verfahren ideal auf das Werkzeug sowie die Anforderungen abgestimmt sein. Mit drei unterschiedlichen Verfahren und verschiedenen Maschinen im Haus, können wir unterschiedlichste Werkzeuge (Stanzstempel, Matrizen, Wendeplatten, Profilschneidplatten, Bohr- und Fräswerkzeugen wie Schaftfräser oder Spiralbohrer) perfekt bearbeiten und Mikrogeometrien mit genau definierten Radien erzeugen.
 Bürsten: Beim Bürsten wird das Werkzeug an eine rotierende Bürste geführt und somit die Schneide verrundet. Mit dem Bürstverfahren kann eine Kantenverrundung mit definierten Radien von 0,005 bis 0,15 mm erzeugt werden, die Schartigkeit der Schneide reduziert sowie die Spanflächen poliert werden. Durch die von uns eingesetzte Maschinentechnik ist es möglich, Ihre Werkzeugschneiden all umfänglich, unabhängig von der Werkstückkontur, gleichmäßig zu bearbeiten und verrunden. Aufgrund der eingeschränkten geometrischen Flexibilität der Schneidkantenformung eignet sich das Bürsten jedoch nicht für alle Werkzeuggeometrien.
Bürsten: Beim Bürsten wird das Werkzeug an eine rotierende Bürste geführt und somit die Schneide verrundet. Mit dem Bürstverfahren kann eine Kantenverrundung mit definierten Radien von 0,005 bis 0,15 mm erzeugt werden, die Schartigkeit der Schneide reduziert sowie die Spanflächen poliert werden. Durch die von uns eingesetzte Maschinentechnik ist es möglich, Ihre Werkzeugschneiden all umfänglich, unabhängig von der Werkstückkontur, gleichmäßig zu bearbeiten und verrunden. Aufgrund der eingeschränkten geometrischen Flexibilität der Schneidkantenformung eignet sich das Bürsten jedoch nicht für alle Werkzeuggeometrien.
Strahlen: Beim Strahlen (ugs. Sandstrahlen) werden in einer abgeschlossenen Strahlanlage lose Abrasivkörner auf die Schneidkante geschleudert und die Schneidkante somit verrundet. Das Strahlverfahren ist aufgrund der Flexibilität universell auch für komplexe Schneidgeometrien geeignet. Je nach eingesetztem Strahlgut und Energieintensität können dabei unterschiedliche Radien erzeugt werden. Bei niedriger Energieintensität können die Kanten bearbeitet werden, ohne die Werkzeugflanken stark zu beeinflussen.
 Schleppschleifen: Beim Schleppschleifen werden die Werkzeuge gespannt und durch ein Schleif- und Poliermedium geschleppt. Mit diesem oder ähnlichen Verfahren (Streamfinish, Pulsfinish, Dragfinish) können reproduzierbare kleine Radien (< 10 µm) erzeugt und gleichzeitig auch die Spannuten geglättet werden. Dabei wird eine sehr hohe Genauigkeit und Gleichmäßigkeit erreicht. Zudem wird durch das Schleppschleifen eine gute Hafteigenschaft bei anschließender Beschichtung erzeugt. Zu guter letzt kann die Oberfläche in den Schneidflanken geglättet werden.
Schleppschleifen: Beim Schleppschleifen werden die Werkzeuge gespannt und durch ein Schleif- und Poliermedium geschleppt. Mit diesem oder ähnlichen Verfahren (Streamfinish, Pulsfinish, Dragfinish) können reproduzierbare kleine Radien (< 10 µm) erzeugt und gleichzeitig auch die Spannuten geglättet werden. Dabei wird eine sehr hohe Genauigkeit und Gleichmäßigkeit erreicht. Zudem wird durch das Schleppschleifen eine gute Hafteigenschaft bei anschließender Beschichtung erzeugt. Zu guter letzt kann die Oberfläche in den Schneidflanken geglättet werden.
Als Dienstleistungsunternehmen, verrunden wir die Schneidkanten für zahlreiche Werkzeughersteller und Anwender. Dabei spielt es keine Rolle, ob das Werkzeug aus HM, HSS, PKD oder anderen Materialien besteht.